Die Cast Valve Bodies | Hydraulic & Pneumatic
precision die cast valve bodies for hydraulic directional control (D03-D08), pneumatic solenoid, pressure regulator, and flow control applications....
Supporting Visuals
Component examples for die cast valve body
These images are pulled from your current KastMfg asset library. Page-specific files automatically override shared fallback visuals when you add them later.
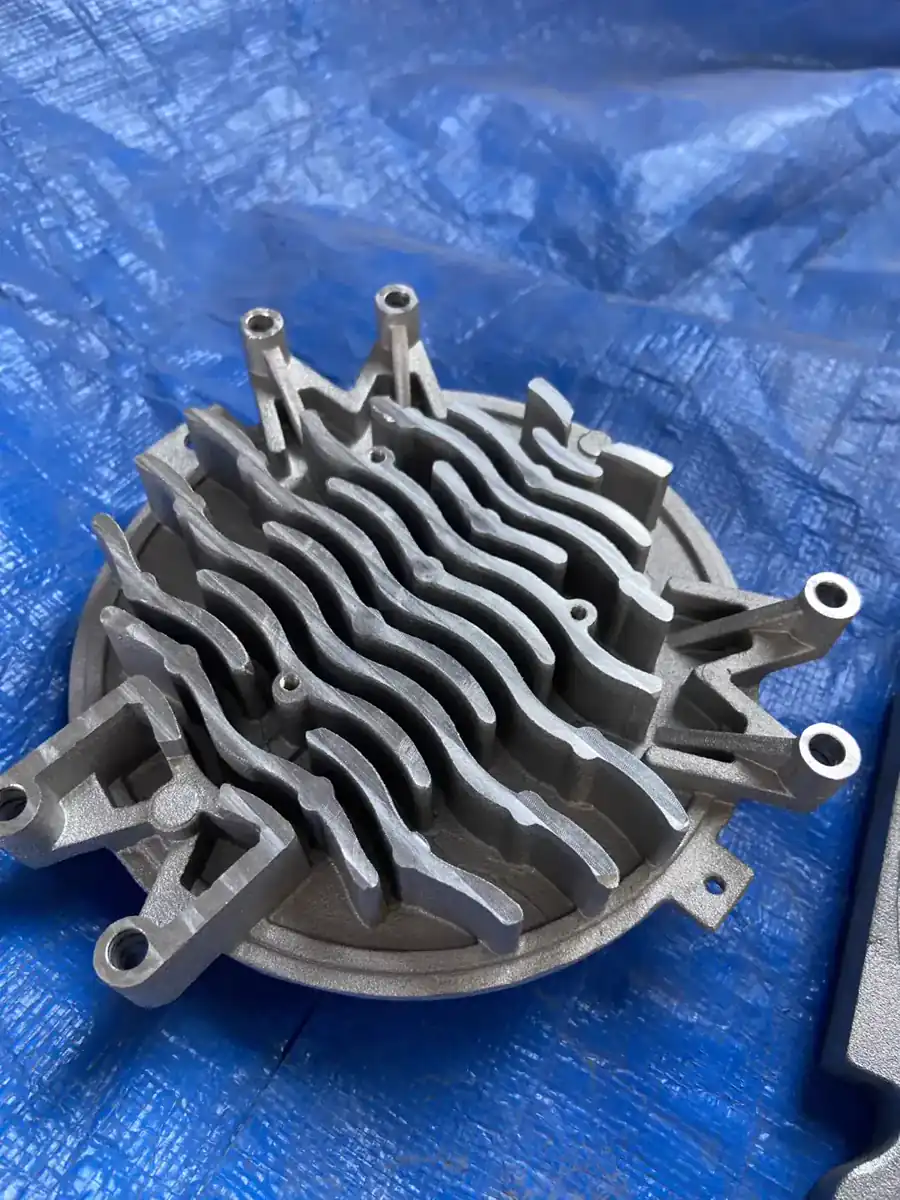
Family Overview Image
Add a wide image showing multiple examples from the same component family to help buyers understand scope at a glance.
Best as a grouped component photo
Critical Feature Close-Up
Reserve a second slot for threads, sealing faces, ribs, fins, bores, or mounting features that matter for this family.
Best as a detailed close-up
Die cast valve bodies are KastMfg's most technically demanding product family. They combine multi-port manifold geometry with pressure tightness requirements, and are produced at volumes demanding SPC-controlled consistency across every production lot.
KastMfg produces valve bodies for hydraulic directional control (D03, D05, D08 ISO port patterns), pneumatic solenoid valves, pressure regulators, flow control valves, and check valves -in aluminum (A413 standard) and zinc (Zamak 5 for small precision bodies).
Valve Types and Specifications
| Type | Standard | Alloy | Rated Working Pressure |
|---|---|---|---|
| Hydraulic directional, D03 | ISO 4401 | A413 + VADC | Up to 350 bar |
| Hydraulic directional, D05 | ISO 4401 | A413 + VADC | Up to 350 bar |
| Pneumatic solenoid body | ISO 5599 | A380 or Zamak 5 | Up to 16 bar |
| Pressure reducing valve | - | A413 | Up to 250 bar |
| Check valve body | - | A413 | Up to 350 bar |
| Filter head body | - | A380 | Up to 100 bar |
Critical Dimensions
| Feature | Specification |
|---|---|
| Spool bore diameter | H6: +/-0.005-0.015 mm |
| Port face flatness | 0.01-0.02 mm |
| SAE/CETOP port position | +/-0.1 mm true position |
| Thread (BSPP, NPT, SAE) | Go/no-go gauge verified |
| Pressure test | 100% at 1.5x rated working pressure |
| Helium leak (where specified) | <10^-6 mbar·L/s |
Alloy Selection
A413 + VADC: standard for hydraulic >100 bar (best pressure tightness) A380 + VPI: cost-effective for moderate pressure (50-150 bar) Zamak 5: small precision pneumatic bodies, thin walls, tight tolerance
Testing
100% nitrogen or air decay test on all hydraulic and pneumatic valve bodies. Records archived per part serial number. Helium mass spectrometer available for refrigerant and ultra-low leak rate requirements.
Applications
Industrial hydraulic presses and systems -> Mobile hydraulics -> Pneumatic automation -> HVAC and refrigeration control valves -> Power generation auxiliary systems
Valve body inquiry: yaoqingpu1983@gmail.com | +86 138 1403 4409 | No.6, Rungu Road, Nanjing, China
Gate Placement -The Hidden Quality Driver for Valve Bodies
Two die casting suppliers can quote identical hydraulic valve body drawings, use the same A413 alloy and VADC process, and achieve very different pressure test pass rates in production. The difference is almost always gate placement -a tooling design decision invisible in the part quotation.
KastMfg runs mold flow simulation on every hydraulic valve body program before tooling is designed. The simulation reveals where weld lines form -where two metal flow fronts meet -and verifies those weld lines do not fall at SAE boss port sealing faces or spool bore intersections.
The simulation for a D05 valve body program confirmed that gating at the port-face end (non-obvious, not the conventional default) produced a flow pattern where weld lines fell on trim-able overflow metal rather than at pressure-critical port faces. Moving the gate 80 mm from the initial position increased production pressure test pass rate from 94% (with default central gate) to 100% (with optimized gate position) -at zero additional tooling cost. The only cost was two weeks of simulation time before steel was cut.
Spool Bore Machining -Why Die Casting Enables Lower-Cost Hydraulic Components
The spool bore in a directional control valve must be cylindrical to H6 tolerance (+/-0.008-0.013 mm on diameter for ISO 4401 sizes) over the full bore length. In a machined-from-billet valve body, achieving this tolerance means machining from a block of aluminum with extensive stock removal -expensive in both material and machining time.
In a die cast valve body, the external geometry, port boss positions, and mounting hole patterns are all formed by the die with CT5 dimensional quality. The spool bore location is cast at near-finished position -the CNC boring operation removes minimal material (0.3-0.5 mm on diameter) to reach final H6 tolerance. Material utilization is 75-85% versus 40-50% for machined billet. CNC cycle time is 60-90 seconds for boring the spool bore versus 8-15 minutes for complete machined-billet machining.
This is the economic case for die cast hydraulic valve bodies: the die provides most of the geometry; the CNC provides the precision where it is needed.
Pneumatic Valve Bodies at High Volume -SPC Requirements
At 2 million pieces/year on a pneumatic solenoid valve program, even a 0.05% spool bore defect rate generates 1,000 out-of-tolerance bores per year entering the customer's assembly line. KastMfg maintains the following on all pneumatic valve programs above 500,000 pieces/year:
- SPC control charts on spool bore diameter: every 50th piece measured, X-bar R chart with control limits at ->3->
- Cpk target >=1.67 on spool bore and port face flatness
- 100% air decay test at 1.5x rated pressure on all completed valve bodies
- Tool wear monitoring: bore diameter trend analysis to predict regrind interval before quality is affected
Valve body inquiry: yaoqingpu1983@gmail.com | +86 138 1403 4409 | No.6, Rungu Road, Nanjing, China
Related Resources
Next steps for die cast valve body
Die Cast Pump Housings | Hydraulic & Centrifugal
precision aluminum die cast pump housings for hydraulic gear pumps, centrifugal water pumps, coolant pumps, and compressor crankcases....
Product FamilyAluminum Die Cast Heat Sink Housings
precision aluminum die cast heat sink housings for LED lighting, power electronics, motor drives, and EV charging. Optimized fin geometry, 0....
CapabilityQuality Control
Review inspection workflow, traceability support, and process control standards before launch.
Process GuideDie Casting Process
See how casting, trimming, machining, finishing, and inspection fit together in production.
Next StepRequest a Quote
Send your drawing package and target volume to get an engineering-backed quotation.
Need a Quote for Your Project?
Our engineering team is ready to review your requirements and provide competitive pricing with fast turnaround.
Request a Quote