Case Study: LED Streetlight Housing -Thermal & Coast...
How KastMfg solved a 150W LED streetlight housing failing 800-hour salt spray -switching to A360 alloy, e-coat primer...
Supporting Visuals
Project photos for LED streetlight housing die casting
These images are pulled from your current KastMfg asset library. Page-specific files automatically override shared fallback visuals when you add them later.
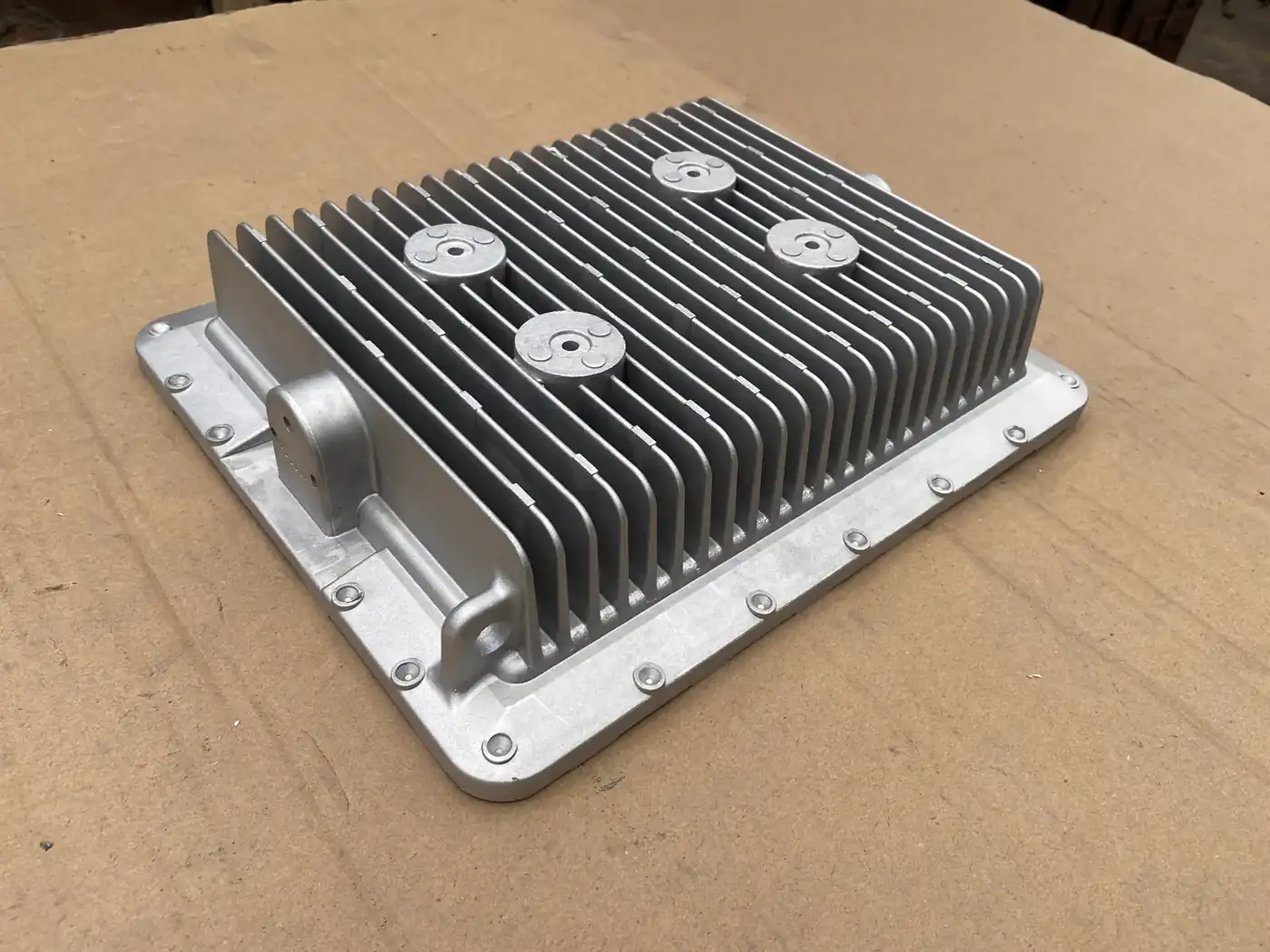
Finished Component Photo
Reserve one strong product image that shows the finished casting or machined component used in the case study.
Best as a hero component image

Process or Inspection Photo
Use a production, leak-test, machining, or inspection image that proves how the project was executed.
Best as an in-process factory photo
Customer: LED lighting OEM, Netherlands Program: 150W streetlight housing for municipal coastal installation Annual volume: 35,000 pieces/year Material: A360 aluminum + e-coat + powder coat Weight: 2.1 kg Requirements: Thermal resistance <0.12°C/W, IP66, 10-year coastal service life (800-hour salt spray minimum)
The Challenge
Previous design: A380 aluminum with direct powder coat. Failing their 800-hour salt spray qualification when tested after 2-year accelerated cyclic corrosion simulation. Coating intact -but underlying aluminum showed pitting at fin edges through coating micro-cracks.
Simultaneously, LED junction temperatures at 84°C in 35°C ambient -1°C below the 85°C limit with no margin for production variation or LED aging.
Two problems, one program.
Solution
Alloy Change: A380 -> A360
A360's copper content (0.6% max vs A380's 3.5%) eliminates the galvanic corrosion mechanism driving pitting. Comparative salt spray: A380 without coating showed pitting at 120 hours; A360 without coating showed none at 500 hours.
Coating Change: Direct Powder -> E-coat Primer + Powder
E-coat (cathodic epoxy, 18 μm) applied before 70 μm powder topcoat. E-coat provides full coverage on fin inner faces and internal surfaces inaccessible to spray powder -a continuous barrier layer that protects the substrate even if the topcoat is scratched during installation. Combined result: >1,200 hours salt spray, 150% of specification.
Fin Geometry Correction
DFM review found 6 of 18 fins exceeding 4:1 height-to-thickness castability ratio -causing inconsistent fill (3 fins short-filling on 12% of shots). Revised to maintain fin height while increasing thickness from 1.5 mm to 1.8 mm.
Thermal improvement: More uniform fin fill + A360's higher thermal conductivity (113 vs 96 W/m·K for A380) dropped LED junction temperature from 84°C to 78°C -a 6°C improvement creating adequate margin.
IP66 Sealing
O-ring groove geometry re-specified to match AS568 O-ring standard sizes. Surface finish Ra <1.6 μm on groove radius. First-article IP66 test (20 kPa water jet, 3 minutes): 12/12 pass.
Results
| Metric | Previous (A380) | KastMfg (A360) |
|---|---|---|
| Salt spray | 480 hrs (fails 800 hr spec) | >1,200 hrs |
| LED junction temp at 35°C | 84°C | 78°C |
| Fin fill consistency | 88% | 100% |
| IP66 first-article pass | 8/12 | 12/12 |
| Coating adhesion (cross-hatch) | GT2 | GT0 |
Contact KastMfg: yaoqingpu1983@gmail.com | +86 138 1403 4409 | No.6, Rungu Road, Nanjing, China
Related Resources
Next steps for LED streetlight housing die casting
Case Study: EV Motor Housing -Vacuum HPDC + T6 Struc...
How KastMfg solved a BEV motor housing requiring T6 heat treatment, IP67 cooling jacket, and H6 bearing bores -using vacuum-assisted HPDC to achieve...
Case StudyCase Study: Supplier Switch Reduced Finished Part Cost
How KastMfg helped an industrial equipment buyer switch die casting suppliers, stabilize quality, and reduce finished component cost through tooling...
Case Study HubAll Case Studies
Browse production examples across industries, materials, and secondary operations.
CapabilityQuality Control
Review inspection workflow, traceability support, and process control standards before launch.
Process GuideDie Casting Process
See how casting, trimming, machining, finishing, and inspection fit together in production.
Next StepRequest a Quote
Send your drawing package and target volume to get an engineering-backed quotation.
Need a Quote for Your Project?
Our engineering team is ready to review your requirements and provide competitive pricing with fast turnaround.
Request a Quote